鼓形齿式联轴器怎么安装
鼓形齿式联轴器的安装是一个相对复杂但至关重要的过程,需要确保各个步骤的准确性和精细度,确保鼓形齿式联轴器的正确安装和稳定运行。

准备工作
检查与测量:检查联轴器及相连部件的尺寸、精度等是否符合要求,确保所有部件都在图纸设计要求的公差范围内。特别注意外齿轴套里孔尺寸和曲轴轴径同轴度精度,应控制在≤0.03mm的范围内。
清洁处理:清理轴表面的油污、毛刺等杂质,确保表面光滑、干净。清洗后的零部件需将沾在上面的清洗液擦干。安装外齿轴套
加热处理:采用加热炉或加热设备将外齿轴套加热至合适温度,一般加热到200℃左右(装配时温度不得低于180℃),使其受热膨胀。加热温度需根据过盈量及环境温度进行计算确定。
套装定位:在外齿轴套加热后,迅速将其套入对应的轴上,利用热胀冷缩原理使其达到紧密配合。注意避免在安装过程中因冷却收缩导致轴与孔卡住。安装内齿圈
对准套装:将内齿圈对准已安装好的外齿轴套,轻轻套装上去。确保内外齿的啮合面有足够的接触面积,且齿侧间隙符合规定。
检查调整:检查内齿圈与外齿轴套的啮合情况,确保啮合良好且无明显偏差。如有需要,可进行适当调整。找正与调整
初步找正:将动力端固定稳当可靠作为基准,移动减速机部装进行初步找正。确保外齿轴套在减速机输出轴和动力端曲轴上的安装位置正确。
精确找正:使用百分表等工具进行精确找正。测量并调整两外齿轴套相对端面的角度偏差以及外圆的同轴度偏差,使其符合设备安装要求。紧固与防护
螺栓紧固:使用力矩扳手均匀地拧紧连接螺栓,确保联轴器与轴及相连部件的紧固可靠。注意螺栓的拧紧力应一致,避免产生不必要的应力。
润滑与密封:联轴器啮合需在油浴下工作,需先装好润滑油再进行装配。确保密封良好,不得有漏油现象。
涂装防锈:对联轴器外表进行涂装防锈处理,以提高其使用寿命和耐腐蚀性。安装完成后的检查
全面检查:安装完成后,对联轴器及相连部件进行全面检查,确保所有部件安装正确、紧固可靠且无明显偏差。
试运行测试:在设备安装完成后进行试运行测试,观察联轴器的运行状态和振动情况。如有异常,应及时停机检查并排除故障。
注意事项
安全:在安装过程中应切断设备电源,做好安全防护措施,避免发生意外事故。
标记与记录:对联轴器及相关部件的安装位置和方向进行标记和记录,以便后续维护和更换时参考。
专用工具:使用专用工具进行安装和拆卸,避免损伤联轴器及相连部件。
温度控制:在加热和冷却过程中要严格控制温度,避免对联轴器及相连部件造成热损伤或变形。
《鼓形齿式联轴器怎么安装》发布于2025年4月18日
-
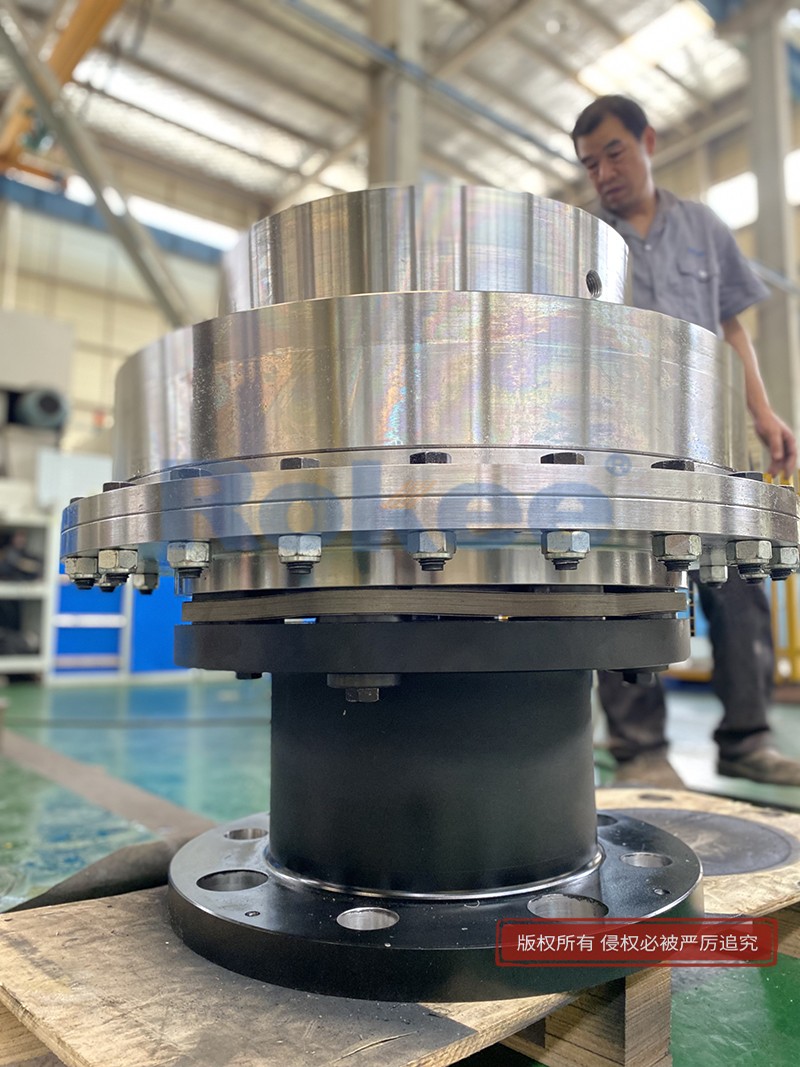
![弗兰德标准大型鼓形齿式联轴器]() 弗兰德标准大型鼓形齿式联轴器
弗兰德标准大型鼓形齿式联轴器 -
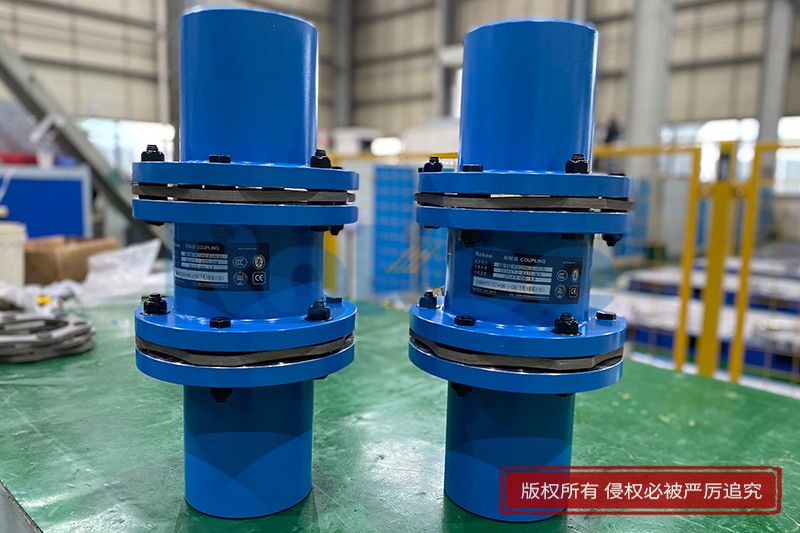
![膜片式风电联轴器]() 膜片式风电联轴器
膜片式风电联轴器 -
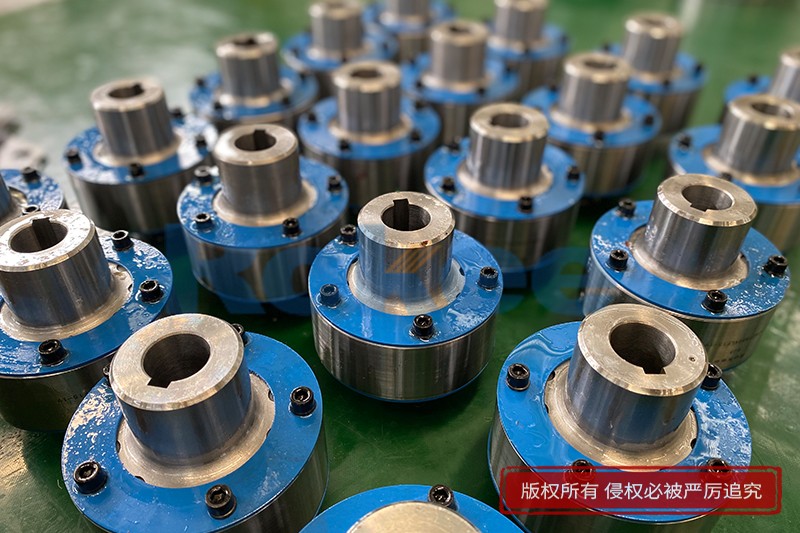
![GIICLZ2鼓形齿联轴器]() GIICLZ2鼓形齿联轴器
GIICLZ2鼓形齿联轴器 -
![非标半膜片联轴器定制]() 非标半膜片联轴器定制
非标半膜片联轴器定制 -
![金属双膜片式联轴器]() 金属双膜片式联轴器
金属双膜片式联轴器 -
![ZL柱销联轴器]() ZL柱销联轴器
ZL柱销联轴器 -
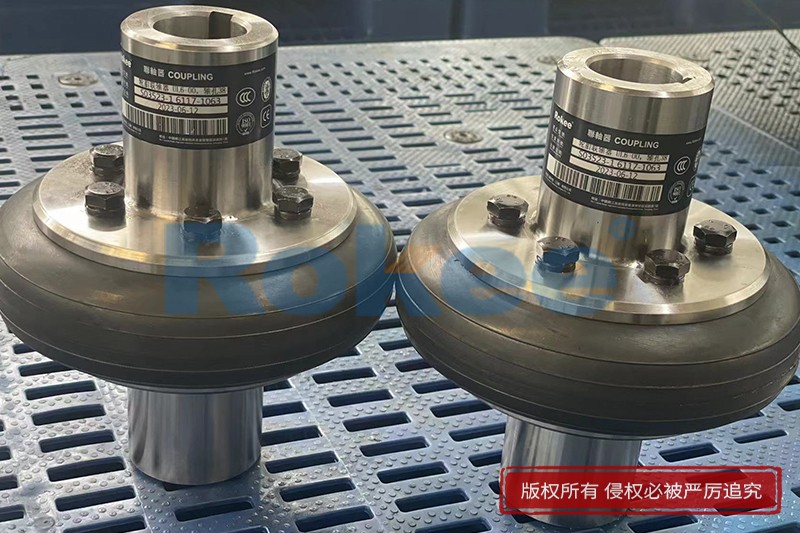
![UL6橡胶轮胎式联轴器]() UL6橡胶轮胎式联轴器
UL6橡胶轮胎式联轴器 -
![LT15柱销联轴器]() LT15柱销联轴器
LT15柱销联轴器 -
![汽轮机组高速耐腐鼓形齿式联轴器]() 汽轮机组高速耐腐鼓形齿式联轴器
汽轮机组高速耐腐鼓形齿式联轴器